-
數(shù)控系統(tǒng)中PLC信息交換技術(shù)
本文介紹了數(shù)控系統(tǒng)中,外置式和內(nèi)置式PLC信息的交換形式,開放式數(shù)控系統(tǒng)中PLC信息的交換過程,給出了典型應(yīng)用程序。[詳情]
-

由于可編程控制器(PLC)具有可編程性,通用性、適應(yīng)性強,針對工業(yè)控制設(shè)計,可靠性高,同時有完善的故障自診斷能力且維修方便,因此小型PLC具有很高的性價比,因此在普通車床的控制電路改造設(shè)計中發(fā)揮了極其重要的作用。[詳情]
-

實踐證明,PLC產(chǎn)品的大多數(shù)故障的原因,都是在制造過程中產(chǎn)生的。而在制造過程中,要保證產(chǎn)品的可靠性與穩(wěn)定性,最重要的就是產(chǎn)品測試,只有通過完整和全面的測試,才能發(fā)現(xiàn)產(chǎn)品中的問題,再給予解決。[詳情]
-
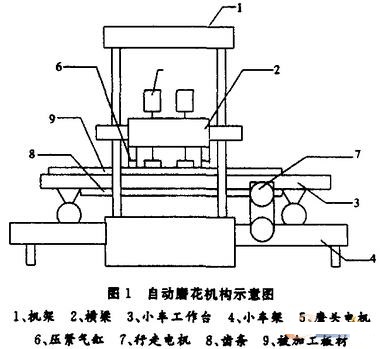
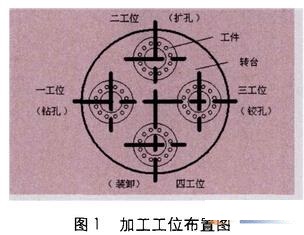
特種變壓器控制柜的表面鋁板,需要在其表面磨出圓形連續(xù)花紋,類似魚鱗狀,從而使其表面具有統(tǒng)一、美觀、裝飾性的效果。原來采用手工加工的方式,一般是利用搖臂鉆床或臺鉆,夾上專用磨頭,一個工人壓下磨頭,另一個人工送料,逐個逐行磨削。由于人工操作,磨頭壓力不均勻,位移送料間距不準確等原因,加工的質(zhì)量難以保證,效率也很低,影響生產(chǎn)的正常進行,前不久,我們試用可編程控制器PLC和機械傳動裝置研制了一臺自動磨花機,已獲得成功。[詳情]
-
PLC控制系統(tǒng)中的網(wǎng)絡(luò)應(yīng)用
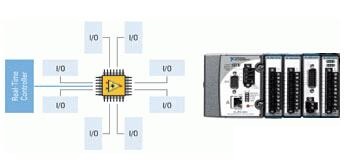
隨著計算機技術(shù)的飛速發(fā)展,計算機應(yīng)用的迅速推廣,網(wǎng)絡(luò)技術(shù)已經(jīng)逐步深入計算機PLC控制系統(tǒng)領(lǐng)域,在PLC控制系統(tǒng)的開發(fā)中占有越來越重要的地位。所謂PLC就是可編程控制器。[詳情]
-

通過分析印花機組的工藝流程及動作要求,合理選用PLC與變頻器組成控制系統(tǒng)。文章介紹了該控制系統(tǒng)的設(shè)計思路和步驟,詳細的闡述了系統(tǒng)硬件組成、元器件選型、控制功能、軟件程序流程分析及變頻器的相應(yīng)參數(shù)設(shè)置,對設(shè)計中應(yīng)注意的問題也有介紹。為該類老舊設(shè)備的機電一體化改造提供了可行的借鑒和參考。[詳情]
-
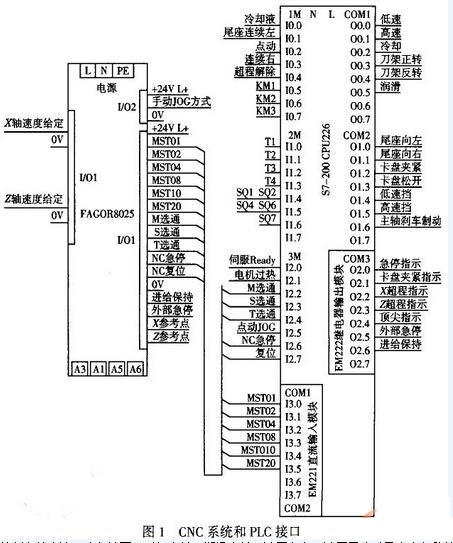
PLC在數(shù)控機床上起著連接NC與機床的橋梁作用,一方面,它不僅接受NC的控制指令,還要根據(jù)機床側(cè)的控制信號,在內(nèi)部順序程序的控制下,給機床側(cè)發(fā)出控制指令,控制電磁閥、繼電器、指示燈,并將狀態(tài)信號發(fā)送到NC;另一方面,在對大量開關(guān)信號處理過程中,任何一個信號不到位,任何一個執(zhí)行元件不動作,都會使機床出現(xiàn)故障。在數(shù)控機床的維修過程中,這類故障占有比較大的比例。因此掌握用PLC查找故障的方法很重要。[詳情]
-
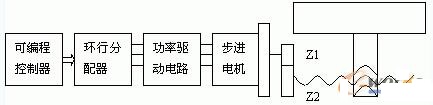
PLC控制器具有通用性強、可靠性高、指令系統(tǒng)簡單、編程簡便易學(xué)、易于掌握、體積小、維修工作少、現(xiàn)場接口安裝方便等一系列優(yōu)點,因此廣泛應(yīng)用于工業(yè)自動控制中。而它控制的步進電機開環(huán)伺服機構(gòu)應(yīng)用于組合機床自動生產(chǎn)線上的數(shù)控滑臺控制,可省去該單元的數(shù)控系統(tǒng)使該單元的控制系統(tǒng)成本降低70~90%,甚至只占用自動線控制單元PLC的3~5個I/O接口及<1KB的內(nèi)存,在大型自動線中,可以使控制系統(tǒng)的成本下降得更加顯著。[詳情]
-

本文介紹了永宏P(guān)LC在鋼絲裁剪設(shè)備上的應(yīng)用,該鋼絲裁剪設(shè)備為電梯廠提供部件的設(shè)備。永宏P(guān)LC簡便的脈沖指令,給位置控制的實現(xiàn)帶來了極大的方便。永宏P(guān)LC的穩(wěn)定、可靠、高速的性能深的客戶的信賴。[詳情]
-
在過去的幾十年里,可編程邏輯控制器(PLC)一直被廣泛用于自動化領(lǐng)域,而在可預(yù)知的未來,PLC仍將長盛不衰。面向離散控制而設(shè)計PLC的實際上已經(jīng)成為工業(yè)領(lǐng)域一個具有偉大意義的統(tǒng)治性工具。[詳情]
-
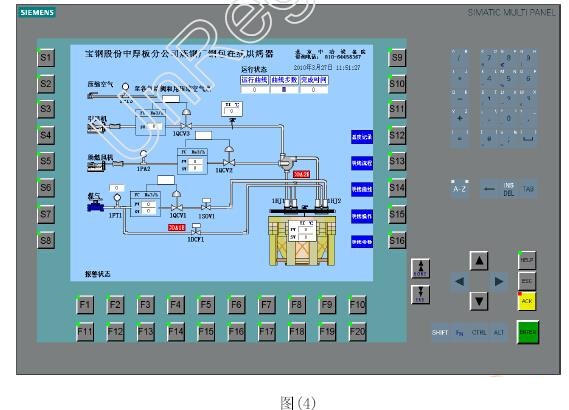
西門子S7-300 PLC與MP370 在鋼包烘烤裝置中的應(yīng)用
本系統(tǒng)采用西門子S7-300 系列PLC 設(shè)計的電氣控制系統(tǒng),MP370 系列觸摸屏設(shè)計的操作與監(jiān)控系統(tǒng)。成功的實現(xiàn)了中間包烘烤裝置系統(tǒng)的自動控制,監(jiān)控操作與實時報警,滿足了生產(chǎn)的工藝要求。[詳情]
-
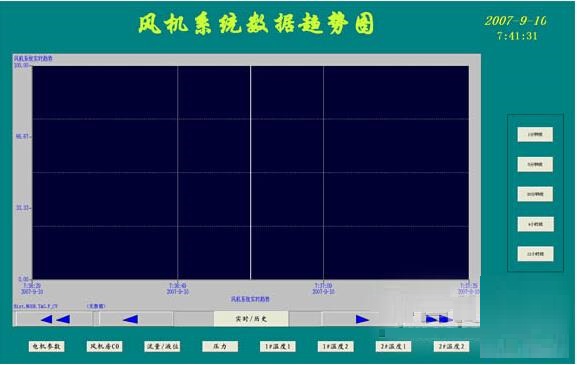
PLC在轉(zhuǎn)爐煤氣回收控制系統(tǒng)中的應(yīng)用
本文主要介紹了安豐鋼鐵轉(zhuǎn)爐煤氣回收控制系統(tǒng)的設(shè)計及系統(tǒng)功能。該系統(tǒng)的投入使用,不僅實現(xiàn)了資源的可再生利用,而且極大地保護了環(huán)境,降低了操作人員的勞動強度,取得了良好的經(jīng)濟效益和社會效益。[詳情]
-
PLC在DU型組合機床控制系統(tǒng)改造應(yīng)用
隨著機械加工精度和效率要求的日益提高,plc正迅速地應(yīng)用于機械加工設(shè)備的自動化控制系統(tǒng)中。plc可靠性高、抗干擾能力強、系統(tǒng)組合靈活方便、編程語言簡單易懂、對生產(chǎn)工藝適應(yīng)性強。[詳情]
-

鋸機是一種對連續(xù)運動的高頻焊管鋼材進行定尺切斷的自動化設(shè)備,可在焊管或型鋼高速運動下實現(xiàn)自動跟蹤鋸切,是焊管生產(chǎn)線上最后一道工序的生產(chǎn)設(shè)備,對產(chǎn)品的質(zhì)量和生產(chǎn)效率有較大的影響。要精確地剪切快速運動中的管材,剪切工具必須與機組的運動精確協(xié)調(diào),尤其是在機組速度變化時,生產(chǎn)工藝要求剪切工具必須與機組線速度保持同步跟蹤的情況下來進行定尺剪切。[詳情]
-
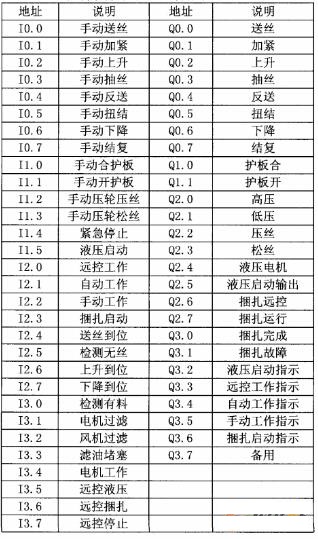
西門子PLCS7—200 在鋼絲捆扎機控制系統(tǒng)中應(yīng)用
鋼絲捆扎機是我國在消化、吸收國外先進技術(shù),結(jié)合我國具體情況自行設(shè)計、制造的一種適合棒管材生產(chǎn)線的鋼材包裝產(chǎn)品。其控制系統(tǒng)主要采用西門子S7-200型可編程控制器作為核心控制元件。控制系統(tǒng)的各類主令設(shè)備和檢測元件信號直接接到PLC的輸入端,再通過PLC的輸出端控制繼電器控制電磁閥線圈和指示燈的通斷,進而控制電磁閥和電機,以保證各種動作準確完成。[詳情]
- 1SIMATIC PCS neo:面向未來的DCS558534
- 2世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(二)180573
- 3中國機器人產(chǎn)業(yè)發(fā)展報告(2019)178461
- 42019世界機器人大會圓滿落幕177173
- 5世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(一)174169
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備168684
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實現(xiàn)的幾點建議161955
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠?137189
品專題")
升級")

