-

本文介紹了基于普通微機(PC)的數控系統的設計方法,并將其應用于普通車床(CA6140)的數控化改造,取得較好的經濟效果。該數控系統設計方法還可應用于其它機床的數控化改造。 [詳情]
-

計算機信息技術的發展在城市規劃、建筑設計、空間環境設計領域帶來了不斷深入的技術革命。首先是CAD技術使繪圖自動化得以普及,隨后,三維效果圖與動畫在詳細規劃和建筑設計中得到推廣應用。[詳情]
-

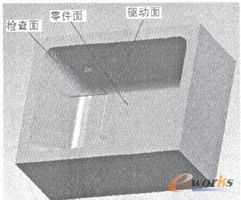
由于尺寸受到孔徑的限制,裝夾部分結構要求簡單、緊湊,夾緊件最好不外露,夾緊可靠。[詳情]
-
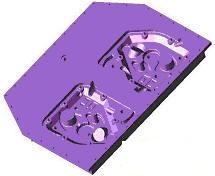
以上模型通過IGES接口從客戶文件中轉換過來,在CIMATRON_E中利用快速分模Quick split提取模型的正反面,在分模過程中我們發現原客戶文件中丟失了一些面同時還存在很多小碎面。[詳情]
-

本文以機械和電氣相結合的方式,介紹了一種滑枕補償的方法。利用西門子840D 系統, 通過機械和液壓部件、吊鏈或拉鏈重錘等機械部件,調整滑枕補償值。使用NC 、PLC 、HMI 畫面等手段, 對鏜床進行滑枕撓度補償。編制對于鏜桿和其他附件的NC補償程序,解決使用滑枕加工時的精度問題,抑制撓度變化, 從而提高鏜孔的加工精度。 [詳情]
-

隨著微電子技術、控制技術和計算機技術的飛速進步,各種電機調速與伺服控制技術獲得了突飛猛進的發展,并在裝備制造行業中得到了戶泛的應用。本文分析了傳統機械式壓力機在現代塑性成形生產領域中存在的問題,介紹了伺服壓力機的特點與發展現狀,對交流和開關磁阻電機調速與伺服系統在壓力機行業的應用進行了總結,指出我國伺服電機的發展水平是制約伺服壓力機發展的瓶頸,加大高性能、大功率、低成本伺服電機的研制對促進我國伺服壓力機發展具有重要意義。 [詳情]
-

為了能夠提高拋光機拋光質量,深入地研究了PLC在拋光機氣動系統中的應用。首先,研究了PLC控制模型的建立,分別研究了控制對象和控制算法;接著,進行了拋光機氣動系統的設計;最后,分別提出PLC控制系統的硬件和軟件設計方法。 [詳情]
-
本文對卷邊機PLC控制系統的工作原理、硬件配置及軟件流程作了具體說明,使得系統結構簡單,調試方便,易于升級,自動化程度高的特點,最終達到每分鐘完成一個工件的生產流程,提高了該系統的安全性與可靠性。 [詳情]
-

本文介紹了基于PC平臺的軟件PLC和插卡式PLC的特點和應用場合。對軟件PLC插入式PLC與傳統PLC作了比較,提出了基于PC平臺的PLC控制是未來PLC控制的發展方向。 [詳情]
-

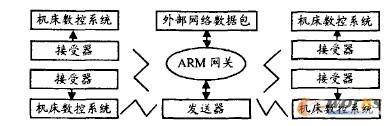
PLC在工業控制中起著越來越重要的作用,但是傳統的單個PLC控制系統已經不能滿足工控系統大型化,網絡的發展趨勢,文章以西門子S7系列PLC為例,闡述運用PPI協議實現PLC之間的通訊,以及PLC與變頻器的通訊,并引入組態實時監控技術。 [詳情]
-
PLC控制系統的可靠性直接影響到企業的安全生產和經濟運行,筆者結合多年的實踐經驗,分析了控制系統可靠性降低的主要原因,提出了一些切實可行的解決方案,對廣大工控一線的工程師們有一定的指導意義。 [詳情]
-

西門子S7300 CPU通過兩條profibus-DP網絡連接若干ET200S和ET200eco從站構成的集中分散式控制系統已經在該發動機裝配線成功投運,能夠保證生產線連續穩定地生產,尤其在機械動作靈敏度上有較大進步,完全滿足了用戶的要求。 [詳情]
-

文中首先分析了上料檢測單元的結構與功能、氣動控制回路,然后設計出該單元的控制任務,分配了PLC輸入輸出地址,進而編寫流程圖和梯形圖程序,最后上機調試,驗證了基于PLC的MPS上料檢測單元控制系統設計的可行性。 [詳情]
-

本文介紹了以PLC(可編程控制器)為控制核心的運料小車運行機理和系統設計過程。該系統主要包括硬件設計和軟件編程,可以實現啟動、工位呼叫、小車前進、后退等操作。通過實際生產運行表明運料小車控制系統可靠、實用。 [詳情]
-
本文主要論述了NX在型腔零件數控仿真加工中的應用。利用NX中的建模模塊實現了型腔零件的設計,并利用加工模塊進行該腔體零件的三軸粗加工和五軸精加工,生成NC仿真加工及NC程序。 [詳情]



