-

目前中國很多流程工業企業已經大量使用DCS系統提高生產的自動化,但是因為在初期規劃中缺少經驗等歷史原因,DCS系統的品牌、型號等往往比較混亂,沒有形成統一規劃,造成大量異構的DCS系統。 [詳情]
-

本文主要介紹了PLC在數控全自動轉子繞線機中的應用,并對設備的工作過程及控制系統的軟、硬件進行詳細的分析。 [詳情]
-

為了在一定場合取代高成本的定位控制,實現準確定位控制系統最優的性價比,采用SIEMENS公司S7—200系列 PLC作為控制器,控制三相交流異步電動機和步進電機運行以實現準確定位。通過對貨物倉儲系統中傳輸帶的定位控制,及對直線送料導軌的定位控制的實驗,得出了準確定位控制系統設計與實施時的關鍵技術,并給出了兩種實現準確定位的控制方案及PLC程序。這種使用PLC實現的定位方法具有快速、準確、成本低、易于實現的特點,在工業生產中十分實用。 [詳情]
-

在分析虛擬數控技術的情況下,提出了虛擬數控加工系統的總框架及其拓展結構,并對需實現的功能要求及實現方式進行了說明,對該系統的應用作了簡單描述。 [詳情]
-

根據其數控技術專業 的特點,構建"實踐——針對實踐的理論學習——再實踐”的教學方法,做到早實踐、多實踐、實踐教學不斷線。 [詳情]
-

研究在五軸車銑復合加工中心上,利用NX和VERICUT軟件實現整體式葉輪加工的工作流程及刀軸方向控制、程序仿真及后處理等關鍵技術。著重介紹如何通過NX軟件的刀軸插補功能和VERICUT軟件的自動對比功能,以避免發生加工干涉與過切。 [詳情]
-

高速加工能夠縮短零件的生產工藝過程,增加材料的切除率,提高零件表面的加工精度。在NX CAM模塊支持高速切削技術,當設定合適的加工策略,就能夠得到光滑、平順、穩定的刀位軌跡。本文以實例詳細地講述NX CAM在高速加工中的應用策略。 [詳情]
-

在工程設計領域應用比較廣泛的制圖軟件是CAD,CAD制圖軟件在工程設計領域中應用大大縮減了工程圖紙的制圖周期,提升工程圖紙的繪圖效率。所以對于工程設計人員或者工程圖紙繪制人員來講必要熟練的掌握CAD繪圖的命令和技巧。這是對于一名合格的工程設計人員或工程圖紙繪制人員的基本技能要求。總的來說,CAD繪圖命令比較多,如何有效提升工程圖紙制圖速度,需在牢固掌握繪圖命令的基礎上探尋繪圖技巧。文章就如何提高CAD制圖速度的幾種技巧和方法進行了淺析,供有關工程設計人員、繪圖人員以及CAD初學者參考借鑒。 [詳情]
-

國內機床產業經過近些年的高速發展,中高檔數控機床產量持續大幅度增長,已經能夠為航空航天、汽車、船舶、能源電力、軌道交通等重點制造領域提供相應產品。應用機床夾具,有利于保證工件的加工精度、穩定產品質量;有利于提高勞動生產率和降低成本;有利于改善工人勞動條件,保證安全生產;有利于擴大機床工藝范圍,實現"一機多用”。 [詳情]
-

隨著新技術在制造業應用的推廣及深入,中國機械行業內外對制造業如何升級轉型的探索也在日益發酵。 [詳情]
-

數控技術專業課程體系是指在一定的教育價值理念指導下, 將數控技術專業課程的各個構成要素加以排列組合, 使各個數控技術專業課程要素在動態過程中統一指向課程體系目標實現的系統。高職教育課程體系目標是培養學生具有某一職業崗位或崗位群所必需的職業能力,具有職業"定向性”的特點。 [詳情]
-
近年來,隨著電子技術特別是電子計算機的廣泛應用,面向工業自動化控制的數控系統的研制和生產已成為高技術領域內迅速發展起來的一門新興技術,它的發展使機械化和自動化有機的結合在一起。[詳情]
-
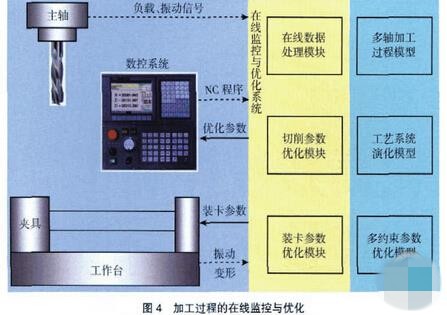
在生產實踐中,數控加工過程并非一直處于理想狀態,而是伴隨著材料的去除出現多種復雜的物理現象,如加工幾何誤差、熱變形、彈性變形以及系統振動等。加工過程中經常出現的問題是,使用零件模型編程生成的“正確”程序,并不一定能夠加工出合格、優質的零件。正是由于上述各種復雜的物理現象,導致了工件的形狀精度和表面質量不能滿足要求。[詳情]
-
模擬式、混合式、數字式。模擬式和混合式的輸入部分是模擬輸入,區別在于混合式伺服系統的輸入經過數字偏差器后進入模擬調節器。這三種方式的伺服系統都有位置反饋和速度反饋。[詳情]




